Pao odk umpo stands for. Ufa Motor-Building Production Association (UMPO)
About company
Open Joint Stock Company "Ufa Motor-Building Production Association" is the largest engine-building enterprise in Russia, founded in 1925. UMPO has been awarded over 30 government awards, including two Orders of Lenin and the Order of the Red Banner, 6 international and 23 Russian awards, and consistently occupies high positions in the ratings largest enterprises Russia.
Figure-13. Logo of OJSC "Ufa Motor-Building Production Association"
JSC "UMPO" is located on two production sites in the city of Ufa, Republic of Bashkortostan, it includes 2 specialized production - aviation and instrumental, which employs about 15 thousand workers, specialists and employees.
The main task of the enterprise was and remains the production of modern high-quality aviation equipment. During its existence, the enterprise has produced more than 50 basic and modified aircraft engines, which were installed on 170 types and modifications of aircraft. For missiles different class more than 25 models and modifications of liquid-propellant rocket engines have been produced. More than 100 world aviation records have been set on planes with Ufa engines. Prime Minister V.V. Putin called the aircraft engines manufactured by the association the absolute pride of Russia. President of the Republic of Belarus Rustem Khamitov, in turn, said that UMPO JSC uses the most advanced technologies.

Currently, UMPO produces AL-31F and AL-31FP turbojet engines for Su-27, Su-30 aircraft with all their modifications, R95Sh and R195 for the Su-25 family of aircraft, rotor columns for Ka-27, Ka-28 helicopters , Ka-32, transmissions for Mi-26 helicopters. Since 2010, the Association has begun supplying AL-41F-1S engines (product 117C) for the Su-35S, a 4++ generation fighter that uses fifth generation technology, to the Sukhoi Company plant in Komsomolsk-on-Amur.
An important direction foreign economic activity. OJSC "UMPO" first entered the foreign market with its products in 1952. 49 countries of the world operate equipment manufactured by UMPO; The main trading partner is India, for which the company also manufactures AL-55I engines installed on HJT-36 training aircraft. The association actively supports foreign partners by organizing licensed production of engines, providing their repair and training specialists from these countries.
JSC "UMPO" has a full technological cycle for the production of aircraft engines. Mastered technological processes, incl. unique, a set of equipment, staff qualifications allow the association to produce the most modern science-intensive products.
UMPO provides a full range of services for the technical support of its products: after-sales warranty service, repair of modules, assemblies and engines with the restoration of all performance characteristics, personnel training, modernization of previously released equipment.
Along with aviation, the association produces gas turbine engines for ground-based industrial applications. On the basis of AL-31F, the production of the AL-31ST gas turbine drive was mastered, which is used as part of gas compressor units with a capacity of 16 MW and AL-31STE for block-modular power plants of 20 MW. UMPO can offer potential customers a whole range of products in various configurations, including turnkey delivery of entire stations.
The current quality management system complies with the requirements of international standards of the ISO-9001-2001 series, which is confirmed by the certificate of conformity NBP 02.112.0495-2004 in the Military Register voluntary certification system. In 2010, the association received a certificate of compliance of the quality management system with the aerospace standard AS 9100. The AS 9100 certificate increases the competitiveness of UMPO OJSC when working with Russian customers and indicates the creation of conditions for the production of high-quality products in the association.
OJSC "UMPO" has a package of licenses and certificates both for the production and repair of aviation equipment, and for the design and manufacture of gas-power and oil equipment.
At the beginning of the war, a number of engine plants were evacuated from the area of the Ufa plant, including those from Rybinsk. December 17, 1941 Rybinsk Motor Plant number 26, two Leningrad backup plants (234th and 451st), partly 219th from Moscow, a design bureau (Moscow), a design bureau of V. A. Dobrynin (Voronezh) and two Ufa plant - motor (384th) and diesel (336th) are combined into a single whole. The new enterprise became the legal successor of the united plants and received the head number - 26th. In 1943, the plant was given the task of creating a centrifuge for enriching uranium according to the project of F. F. Lange, which was necessary for the atomic project of the USSR.
Subsequently, it was renamed the Ufa Engine Building Plant, on the basis of which the Ufa Engine Building Production Association was created in 1978, which became open in 1993. joint stock company"Ufa motor-building production association".
In August 2011, by order CEO"United Engine Corporation" Andrey Reus, the association is determined by the parent company in the country for the production of engines for military aviation. On the basis of JSC UMPO, this order created a division of engines for military aviation of JSC UK UEC, the head of which was appointed the managing director of the association Alexander Artyukhov. One of the results of the formation of the structure was the appearance of two branches at UMPO OJSC in 2012: the A. Lyulka Experimental Design Bureau (Moscow) and the Lytkarinsky Machine-Building Plant (Lytkarino).
Management
Managing Director: Evgeny Semivelichenko.
Chronological list
- Ferin Mikhail Alekseevich (1947-1977)
- Dyakonov Vladislav Dmitrievich (1977-1986)
- Parashchenko, Vladimir Mikhailovich (1986-1998)
- Lesunov, Valery Pavlovich (1998-2004)
- Pustovgarov, Yuri Leonidovich (2004-2006)
- Artyukhov, Alexander Viktorovich (2006-18.7.2015)
- Semivelichenko, Evgeny Alexandrovich (from 07/18/2015)
Write a review on the article "Ufa Motor-Building Production Association"
Notes
Links
An excerpt characterizing the Ufa Motor-Building Production Association
“Pierre!…” she said.Pierre looked at her questioningly. She kissed the young man's forehead, wetting him with her tears. She paused.
- II n "est plus ... [He was gone ...]
Pierre looked at her through his glasses.
- Allons, je vous reconduirai. Tachez de pleurer. Rien ne soulage, comme les larmes. [Come, I will accompany you. Try to cry: nothing relieves like tears.]
She led him into a dark living room and Pierre was glad that no one there saw his face. Anna Mikhaylovna left him, and when she returned, he put his hand under his head and slept soundly.
The next morning Anna Mikhailovna said to Pierre:
- Oui, mon cher, c "est une grande perte pour nous tous. Je ne parle pas de vous. Mais Dieu vous soutndra, vous etes jeune et vous voila a la tete d" une immense fortune, je l "espere. Le testament n "a pas ete encore ouvert. Je vous connais assez pour savoir que cela ne vous tourienera pas la tete, mais cela vous impose des devoirs, et il faut etre homme. [Yes, my friend, this is a great loss for all of us, not to mention you. But God will support you, you are young, and now you are, I hope, the owner of great wealth. The will has not yet been opened. I know you well enough and I'm sure it won't turn your head; but it imposes obligations on you; and you have to be a man.]
Pierre was silent.
- Peut etre plus tard je vous dirai, mon cher, que si je n "avais pas ete la, Dieu sait ce qui serait arrive. Vous savez, mon oncle avant hier encore me promettait de ne pas oublier Boris. Mais il n" a pas eu le temps. J "espere, mon cher ami, que vous remplirez le desir de votre pere. [Afterwards, I may tell you that if I had not been there, God knows what would have happened. You know that uncle of the third day promised me not to forget Boris, but I didn’t have time. I hope, my friend, you will fulfill your father’s wish.]
Pierre, not understanding anything and silently, blushing shyly, looked at Princess Anna Mikhailovna. After talking with Pierre, Anna Mikhailovna went to the Rostovs and went to bed. Waking up in the morning, she told the Rostovs and everyone she knew the details of the death of Count Bezukhy. She said that the count died the way she would have wished to die, that his end was not only touching, but also instructive; the last meeting between father and son was so touching that she could not remember it without tears, and that she did not know who behaved better in these terrible moments: whether the father, who remembered everything and everyone in such a way in the last minutes and such he said touching words to his son, or Pierre, whom it was a pity to look at how he was killed and how, despite this, he tried to hide his sadness so as not to upset his dying father. "C" est penible, mais cela fait du bien; ca eleve l "ame de voir des hommes, comme le vieux comte et son digne fils", [It's hard, but it's saving; the soul rises when one sees such people as the old earl and his worthy son,] she said. She also spoke about the actions of the princess and Prince Vasily, not approving them, but under great secrecy and whispering.
In Bald Mountains, the estate of Prince Nikolai Andreevich Bolkonsky, every day they expected the arrival of young Prince Andrei with the princess; but the expectation did not disturb the orderly order in which life went on in the old prince's house. General anshef Prince Nikolai Andreevich, nicknamed in society le roi de Prusse, [King of Prussia,] since the time when Paul was exiled to the village, he lived without a break in his Bald Mountains with his daughter, Princess Marya, and with her companion, m lle Bourienne. [Mademoiselle Bourrienne.] And in the new reign, although he was allowed to enter the capitals, he also continued to live in the countryside without a break, saying that if anyone needs him, then he will reach a hundred and fifty miles from Moscow to the Bald Mountains, and that he nobody and nothing is needed. He said that there are only two sources of human vices: idleness and superstition, and that there are only two virtues: activity and intelligence. He himself was engaged in the education of his daughter and, in order to develop in her both main virtues, until the age of twenty he gave her lessons in algebra and geometry and distributed her whole life in uninterrupted studies. He himself was constantly busy either writing his memoirs, or calculations from higher mathematics, or turning snuff boxes on a machine tool, or working in the garden and observing the buildings that did not stop on his estate. Since the main condition for activity is order, order in his way of life was brought to the highest degree of accuracy. His exits to the table were made under the same constant conditions, and not only at the same hour, but also at the minute. With the people around him, from his daughter to his servants, the prince was harsh and invariably demanding, and therefore, without being cruel, he aroused fear and respect for himself, which the most cruel person could not easily achieve. Despite the fact that he was retired and now had no importance in public affairs, each head of the province where the prince's estate was, considered it his duty to come to him and, just like an architect, a gardener or Princess Mary, waited for the appointed hour for the prince to leave in a tall waiter's room. And everyone in this waiter's room experienced the same feeling of respect and even fear, while the enormously high door of the study was opened and the low figure of an old man, with small dry hands and gray drooping eyebrows, sometimes, as he frowning, obscured the brilliance of intelligent and like young shining eyes.
On the day of the arrival of the young, in the morning, as usual, Princess Mary at the appointed hour entered the waiter's room for a morning greeting and crossed herself with fear and recited a prayer inwardly. Every day she came in and every day she prayed that this daily meeting would go well.
OAO "Ufa Motor-Building Production Association" is one of the largest aircraft engine manufacturers in Russia. The company was founded in 1925. The company employs about 16 thousand people. In 2012, sales revenue amounted to 25,425 million rubles compared to 20,734 million rubles in 2011. 72 percent of production is exported.
The main areas of activity of JSC "UMPO" are pilot production, development, repair and service maintenance aircraft turbojet engines, repair and production of helicopter components, production of equipment for oil and gas industry. JSC "UMPO" serially produces turbojet engines: 117 C (for aircraft of the Su-35S class), AL-31F (for aircraft of the Su-27 class), AL-31F and AL-31FP (for aircraft of the Su-30 class), R95Sh and P195 (for Su-25 class aircraft), equipment units for Mi and Ka helicopters.
JSC "UMPO" put into operation and developed a quality control system based on the requirements of GOST R ISO 9001, ISO 9001, OST 1 02773, GOST RV 0015-002, AS / EN 9100 implemented at all stages life cycle products. This is confirmed by the certificates of two QMS certification bodies: Bureau Veritas Rus and ANO InIS VVT in Moscow. The representative of the top management for quality is the quality director, deputy managing director, Vadim Veniaminovich Korznikov.

The association is the main enterprise of the organization "Engines for Combat Aviation" - a new association of the industry with a high level of external, internal and international specialization, cooperation, implementation international system quality management, principles of lean manufacturing. As the only manufacturer and developer of engines for military aviation in Russia, this division is the basis of the industry and supplies its dynamic development.
JSC "UMPO" is a member of the "United Engine Corporation" - one hundred percent subsidiary OAO OPK Oboronprom, which specializes in the management of engine building assets.
Within the framework of the division of the United Engine Corporation DBA (Engines for Combat Aviation), in the summer of 2013, final measures were taken to establish branches of the Design Bureau named after A.I. A. Lyulki, OJSC Ufa Motor-Building Production Association and Lytkarinsky Machine-Building Plant. Also, employees of the branches were transferred to UMPO from OAO NPO Saturn. As a result, the number of employees of the Ufa enterprise increased by almost one and a half thousand people. According to the data for the first half of 2013, 19,041 employees work in the association.

Also in the summer of 2013, work was completed on a comprehensive action plan in connection with the transfer of management functions of the research and production enterprise Motor to UMPO OJSC, the main company of the Combat Aviation Engines division. As a result, JSC UMPO assumed one hundred percent the functions of legal, financial, personnel, corporate and accounting management, as well as the supply of Motor. The work carried out in this plan became the basis for a business plan to include similar functions for all other enterprises of the DBA division and can be noted along with such processes as the creation of a unified design bureau and a unified budget of the division.
According to information received from the press service of the United Engine Corporation, by order from the owner of the UEC - Oboronprom, dated August 21, 2013, it is planned to rename the Ufa Engine Building Production Association. According to the recommendation, the new name should contain the location of the enterprise and the name of the incoming structure (ODC) and. Thus, the preliminary name: UEC-Ufa.

OAO "Ufimsk Motor-Building Production Association" is the largest developer and manufacturer of aircraft engines in Russia. More than 20 thousand people work here. UMPO is part of the United Engine Corporation.
The main activities of the enterprise are the development, production, maintenance and repair of turbojet aircraft engines, the production and repair of helicopter components, and the production of equipment for the oil and gas industry.
UMPO serially produces AL-41F-1S turbojet engines for Su-35S aircraft, AL-31F and AL-31FP engines for Su-27 and Su-30 families, separate components for Ka and Mi helicopters, AL- 31ST for gas pumping stations of OAO Gazprom.
Under the leadership of the association, a promising engine is being developed for the fifth generation fighter PAK FA (promising aviation complex of front-line aviation, T-50). UMPO participates in cooperation in the production of the PD-14 engine for the latest Russian passenger aircraft MS-21, in the program for the production of VK-2500 helicopter engines, in the reconfiguration of the production of RD-type engines for MiG aircraft.
1.
Welding in the habitable chamber "Atmosfera-24"
The most interesting stage in the production of the engine is argon-arc welding of the most critical components in the habitable chamber, which ensures complete tightness and accuracy. weld. Especially for UMPO, in 1981, the Leningrad Institute "Prometheus" created one of the largest welding sites in Russia, consisting of two Atmosfera-24 installations.
2. According to sanitary standards, a worker can spend no more than 4.5 hours a day in a cell. In the morning - checking suits, medical control, and only after that you can start welding.
3. Welders go to Atmosfera-24 in light space suits. They pass through the first lock doors into the chamber, attach air hoses to them, close the doors and supply argon inside the chamber. After it displaces the air, the welders open the second door, enter the chamber and begin to work.
4. In a non-oxidizing environment of pure argon, welding of titanium structures begins.
5. Controlled composition of impurities in argon allows to obtain high-quality welds and increase fatigue strength welded structures, provides the possibility of welding in the most inaccessible places due to the use of welding torches without the use of a protective nozzle.
6. In full dress, the welder really looks like an astronaut. To get permission to work in a habitable cell, workers undergo a training course, first they train in full gear in the air. Usually two weeks is enough to understand whether a person is suitable for such work or not - not everyone can withstand the load.
7. Always in touch with welders - a specialist who monitors what is happening from the control panel.
8. The operator controls the welding current, monitors the gas analysis system and the general condition of the chamber and the worker.
9. No other method of manual welding gives such a result as welding in a habitable chamber. The quality of the seam speaks for itself.
10. Electron beam welding.
Electron Beam Vacuum Welding - Completely automated process. At UMPO, it is carried out on Ebokam units. At the same time, two or three seams are welded, and with a minimum level of deformation and a change in the geometry of the part.
11. One specialist works simultaneously on several installations of electron-beam welding.
12. Details of the combustion chamber, rotary nozzle and blocks of nozzle vanes require the application of heat-shielding coatings in the plasma method. For these purposes, the TSZP-MF-P-1000 robotic complex is used.
13. Tool production
UMPO includes 5 tool shops total strength about 2500 people. They are engaged in the manufacture of technological equipment. Machine tools, dies for hot and cold metal working, cutting tools, measuring tools, molds for casting non-ferrous and ferrous alloys are created here.
14. The production of molds for blade casting is carried out on CNC machines.
15. Now it takes only two to three months to create molds, and earlier this process took six months or longer.
16. An automated measuring tool detects the smallest deviations from the norm. Details of a modern engine and tool must be made with the utmost precision in all dimensions.
17. Vacuum carburizing.
Automation of processes always involves reducing costs and improving the quality of work performed. This also applies to vacuum carburizing. For carburizing - saturation of the surface of parts with carbon and increasing their strength - Ipsen vacuum furnaces are used.
18. One worker is enough to service the furnace. Parts undergo chemical-thermal treatment for several hours, after which they become ideally strong. UMPO specialists have created their own program, which allows cementing with increased accuracy.
19. Foundry
Production in the foundry begins with the production of models. Models for parts are pressed from a special mass different sizes and configurations with subsequent manual finishing.
20. Mostly women work at the production site for lost-wax models.
21. Cladding of model blocks and making ceramic molds is an important part technological process foundry shop.
22. Before pouring ceramic molds are calcined in furnaces.
23. The ceramic mold is calcined - then it is waiting for pouring with an alloy.
24. It looks like a ceramic mold filled with alloy.
25. "Worth its weight in gold" is about a spatula with a single-crystal structure. The technology for the production of such a blade is complex, but this part, which is expensive in all respects, works much longer. Each blade is “grown” using a special nickel-tungsten alloy seed.
26. Section for processing hollow wide-chord fan blades
For the production of hollow wide-chord engine fan blades
PD-14 - the propulsion unit of the promising civil aircraft MS-21 -
a special section was created where cutting and machining of blanks from titanium plates, final machining of the lock and blade airfoil profile, including its mechanical grinding and polishing, are carried out.
27. On the four-axis horizontal machining center, the technology of final processing of the end of the blade airfoil on a fixture designed and manufactured at UMPO is introduced - the know-how of the enterprise.
28. The complex for the production of turbine and compressor rotors (KPRTK) is the localization of available capacities for the creation of the main components of the jet drive.
29. The assembly of turbine rotors is a labor-intensive process that requires special qualifications of performers. High precision of shaft-disk-toe joint processing is a guarantee of long-term and reliable operation of the engine.
30. The multi-stage rotor is assembled into a single whole in the KPRTK.
31. The balancing of the rotor is carried out by representatives of a unique profession, which can be fully mastered only in the factory walls.
32. Manufacture of pipelines and tubes
In order for all engine units to function smoothly - the compressor pumps, the turbine spins, the nozzle opens or closes, you need to give them commands. The "blood vessels" of the aircraft's heart are pipelines - it is through them that a variety of information is transmitted. UMPO has a workshop that specializes in the manufacture of these "vessels" - pipelines and tubes of various sizes.
33. A mini-mill for the production of pipes requires a jeweler handwork- some details are real man-made works of art.
34.
Many operations on a pipe bender are also performed by a machine with a numerical program management Bend Master 42 MRV. It bends titanium and stainless steel tubes. First, the pipe geometry is determined by non-contact technology using a standard. The data obtained is sent to the machine, which performs preliminary bending, or in the factory language - bending. After that, the tube is adjusted and finally bent.
35. This is how the tubes already look like as part of the finished engine - they braid it like a web, and each performs its task.
36. Final assembly.
IN assembly shop individual parts and assemblies become a whole engine. locksmiths work here mechanical assembly work the highest qualification.
37. Large modules assembled in different parts of the workshop are joined by assemblers into a single whole.
38. The final stage of assembly is the installation of gearboxes with fuel control units, communications and electrical equipment.
39. A mandatory check for alignment (to eliminate possible vibration), alignment is carried out, since all parts are supplied from different workshops.
40. After bearer test the engine is returned to the assembly shop for disassembly, washing and fault detection. First, the product is disassembled and washed with gasoline. Then - external examination, measurements, special control methods. Part of the parts and assembly units is sent for the same inspection to the manufacturing shops. Then the engine is assembled again - for acceptance tests.
41. The assembler assembles a large module.
42. MCP fitters assemble the greatest creation of engineering thought of the 20th century - a turbojet engine - by hand, strictly checking the technology.
43. The Technical Control Department is responsible for the impeccable quality of all products. Supervisors work in all areas, including in the assembly shop.
44. At a separate site, a rotary jet nozzle (PRS) is assembled - an important structural element that distinguishes the AL-31FP engine from its predecessor AL-31F.
45. The service life of the PRS is 500 hours, and the engine is 1000, so nozzles need to be made twice as much.
46. On a special mini-stand, the operation of the nozzle and its individual parts is checked.
47. The engine, equipped with PRS, provides the aircraft with greater maneuverability. The nozzle itself looks pretty impressive.
48. The assembly shop has a section where reference samples of engines are exhibited, which have been manufactured and have been manufactured for the last 20-25 years.
49. Engine testing.
Aircraft engine testing is the final and very important stage in the technological chain. In a specialized workshop, presentation and acceptance tests are carried out on stands equipped with modern automated systems process control.
50. During engine testing, an automated information-measuring system is used, consisting of three computers combined into one local network. The testers control the parameters of the engine and bench systems solely according to the readings of the computer. The test results are processed in real time. All information about the tests carried out is stored in a computer database.
51. The assembled engine is tested according to the technology. The process can take several days, after which the engine is disassembled, washed, defective.
52. All information about the tests performed is processed and issued in the form of protocols, graphs, tables, as in in electronic format as well as on paper.
54. Appearance test shop: once the rumble of tests woke up the whole district, now not a single sound penetrates outside.
55. Workshop No. 40 is the place from where all UMPO products are sent to the customer. But not only - here the final acceptance of products, units, incoming control, conservation, packaging is carried out.
56. The AL-31F engine is sent for packing.
57. The engine expects to be neatly wrapped in layers of wrapping paper and polyethylene, but that's not all.
58. Engines are placed in a special container designed for them, which is marked depending on the type of product. After packaging comes the complete set of accompanying technical documentation: passports, forms, etc.
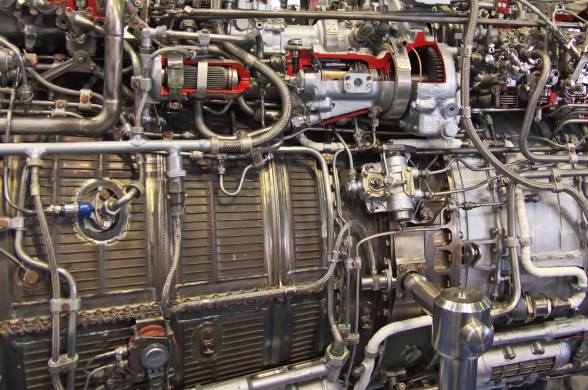
59. Engine in action!
I thank the press service of UMPO OJSC, in particular, Ekaterina Kosykh for her help in creating the report!
For all questions regarding the use of photographs, write to e-mail.